首页 > 最新消息



长鹰硬科“钛”专业 | 为您解密钛合金加工难题


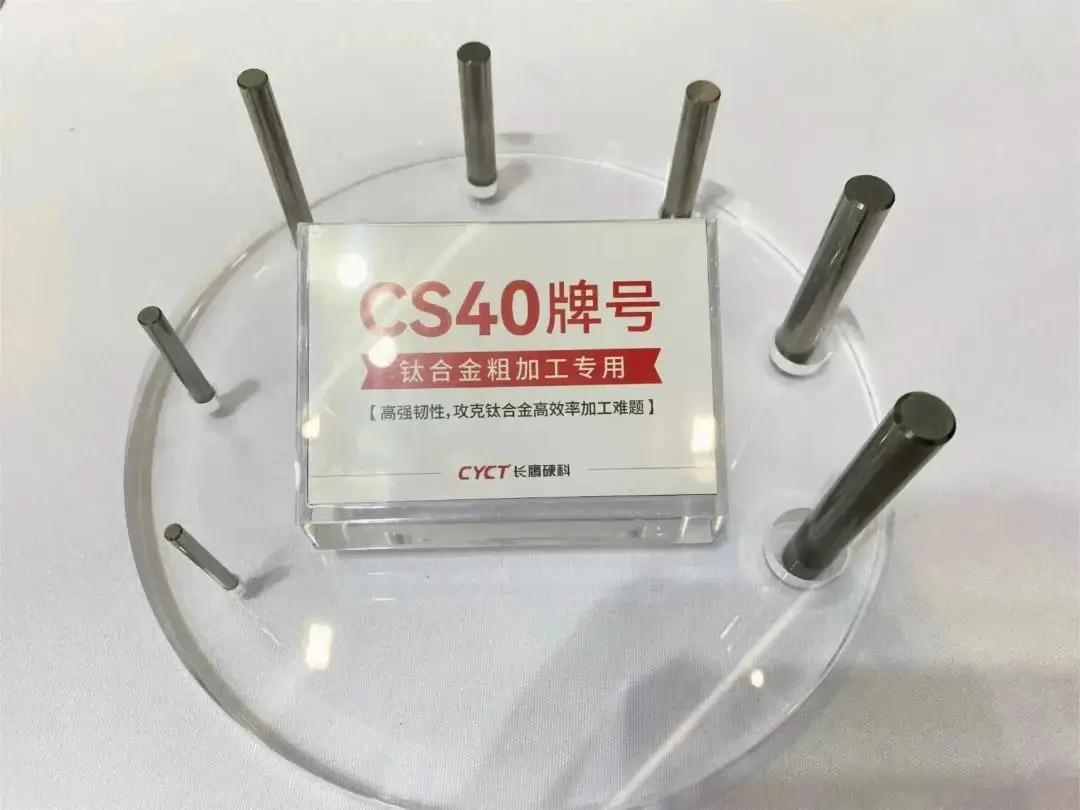
11月27日,深圳大湾区DMP工博会作为2023年刀具界的收官之展盛大启幕;展会上,长鹰硬科难加工材料CS40备注瞩目,是继专业不锈钢加工材质MH12S之后,针对3C推出的又一王牌产品。

钛合金因高比强度、耐热耐蚀等特性,在工业及3C领域应用广泛。随着手机芯片算力增长和功能丰富,钛合金因其轻量化、高强度和耐腐蚀等优点,成为3C领域的热门材料。
CS40牌号作为最具钛合金加工(粗加工)的优秀代表之一,其加工性能优越,以独特的加工性能和高效的生产能力,为钛合金的高效加工提供了高效解决方案,被客户夸赞长鹰硬科“钛”专业。



“研发优势
钛合金的切削加工问题主要源于其热传导效率低,导致刀具材料易生热氧化,从而造成刀具粘结、扩散及氧化磨损。同时,切削阻力大,刀具易崩刃,也是影响加工效率和质量的关键因素。钛合金的高效加工一直是行业内的一大挑战,长鹰硬科迎难而上,组建专业研发团队,从研发方向、技术路线以及大量的应用检验,加工实操等全面而深入的研究,三年努力取得了显著成效。

“先进工艺
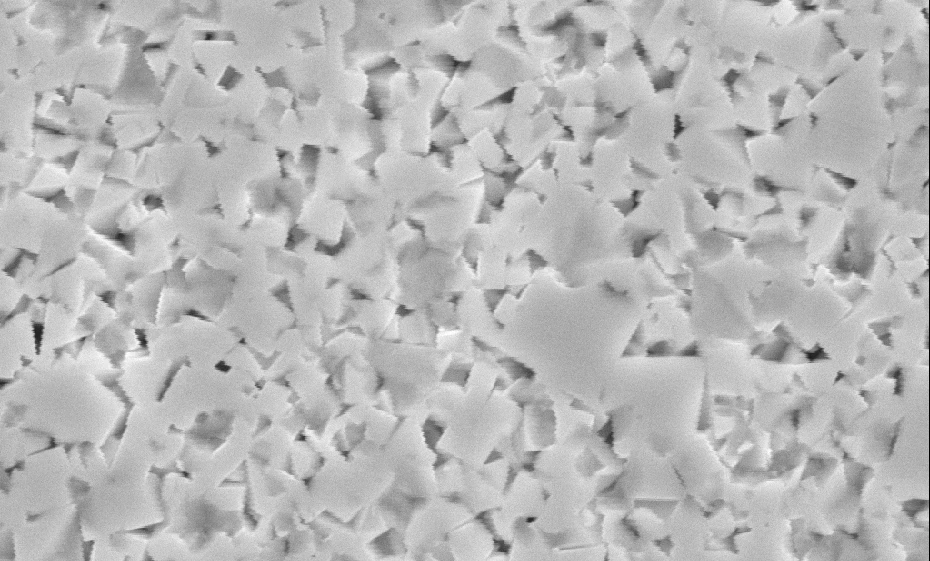
CS40牌号以提高材料的导热性及抗氧化性为主要方向,通过添加Ta/Nb等元素增强材料的抗氧化性。同时,通过精准调控WC晶粒度及Co含量,以及相应的后处理工艺强化粘结相,实现了合金韧性及硬度的双高。
CS40牌号的推出,可适应各种难加工材质(高温合金、钛合金、高强度钢)的大切削量粗加工、断续加工;同时,也能满足在较差工况下慢转速、大进给加工等高效率工况的需求。
“加工案例
在实际应用中,CS40展现出了卓越的加工性能,无论是在侧铣加工还是端铣加工(半精加工)中,都能保持较长的刀具寿命、更高的加工效率和更好的产品质量。
案例1 侧铣加工案例

对标牌号包括进口及国内的钛合金加工标杆牌号,被加工材料:TC4钛合金;加工方式:侧铣切削加工,选用刀具D6R0.3标准圆鼻刀,Zr基涂层;切宽0.6mm,切深6mm,材料切削量比较大,较进口及国内一线牌号对比,合金寿命提升25%。
案例2 端铣加工案例
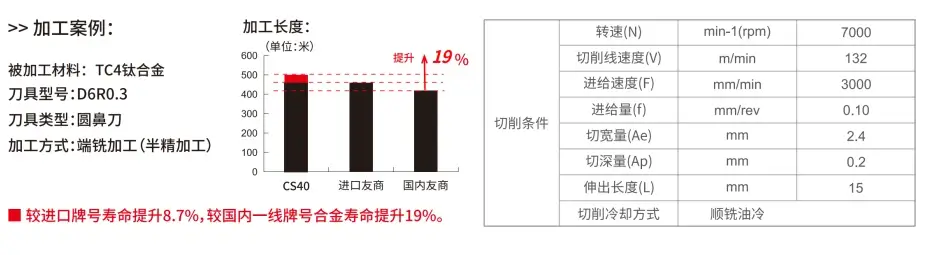
对标进口及国内的钛合金加工标杆牌号,被加工材料:TC4钛合金;加工方式:端铣加工(半精加工),选用刀具D6R0.3标准圆鼻刀,TiB2涂层;切宽2.4mm,切深0.5mm,这组参数转速及进给比较快,测试材质抗崩缺性能;相同条件下,我司CS40四刃均未出现深度崩缺,刃口处磨粒磨损状态。相较进口及国内一线牌号合金寿命均有不同程度的提升。
“展望未来
长鹰硬科董事长黄启君博士表示,公司一直与客户共同成长,只有不断创新才能满足市场需求。未来,长鹰硬科将继续关注市场动态和行业趋势,以客户需求为导向,挖掘市场潜能,推出创新产品和服务。

深圳DMP工博会精彩仍在继续,欢迎您前来参观我们的展位,长鹰展位号4A31,我们期待与您现场进行技术交流及产品咨询。